Industrial environments demand robustness and reliability. PCB terminal blocks are unsung heroes within PLCs, motor drives, sensors, and control panels. Here's why they're vital:
-
Vibration & Shock Resistance:
-
Machinery generates constant vibration. Spring cage terminals excel here, maintaining gas-tight connections without loosening. Screw terminals require careful torqueing and periodic checks.
-
-
Secure Field Wiring:
-
Terminal blocks provide the essential, organized interface between internal PCBs and external field devices (sensors, actuators, power). They simplify wiring and prevent stray wires from stressing PCB solder joints.
-
-
Modularity & Serviceability:
-
Blocks enable modular design. Sections of a control system can be replaced or serviced by disconnecting wires at the terminal block, not desoldering. This minimizes downtime.
-
-
Signal & Power Distribution:
-
Multi-level blocks efficiently distribute power (24VDC, 120/230VAC) and low-voltage signal (sensor, comms) across the PCB, often incorporating test points or disconnects.
-
-
Environmental Protection:
-
Industrial settings involve dust, moisture, and temperature extremes. Look for blocks with:
-
High IP ratings (when used with appropriate housings/glands).
-
Wide operating temperature ranges (-40°C to +105°C+ common).
-
Materials resistant to oils, coolants, and cleaning chemicals (e.g., high-quality PA, PBT plastics).
-
-
Pluggable blocks allow pre-wired harnesses to be connected, speeding panel assembly and protecting connections.
-
Key Considerations for Industrial PCBs:
-
Certifications:UL/CSA/IEC (e.g., UL 1059, IEC 60947) and often specific approvals (e.g., cULus, ATEX for hazardous areas) are non-negotiable for safety and market access.
-
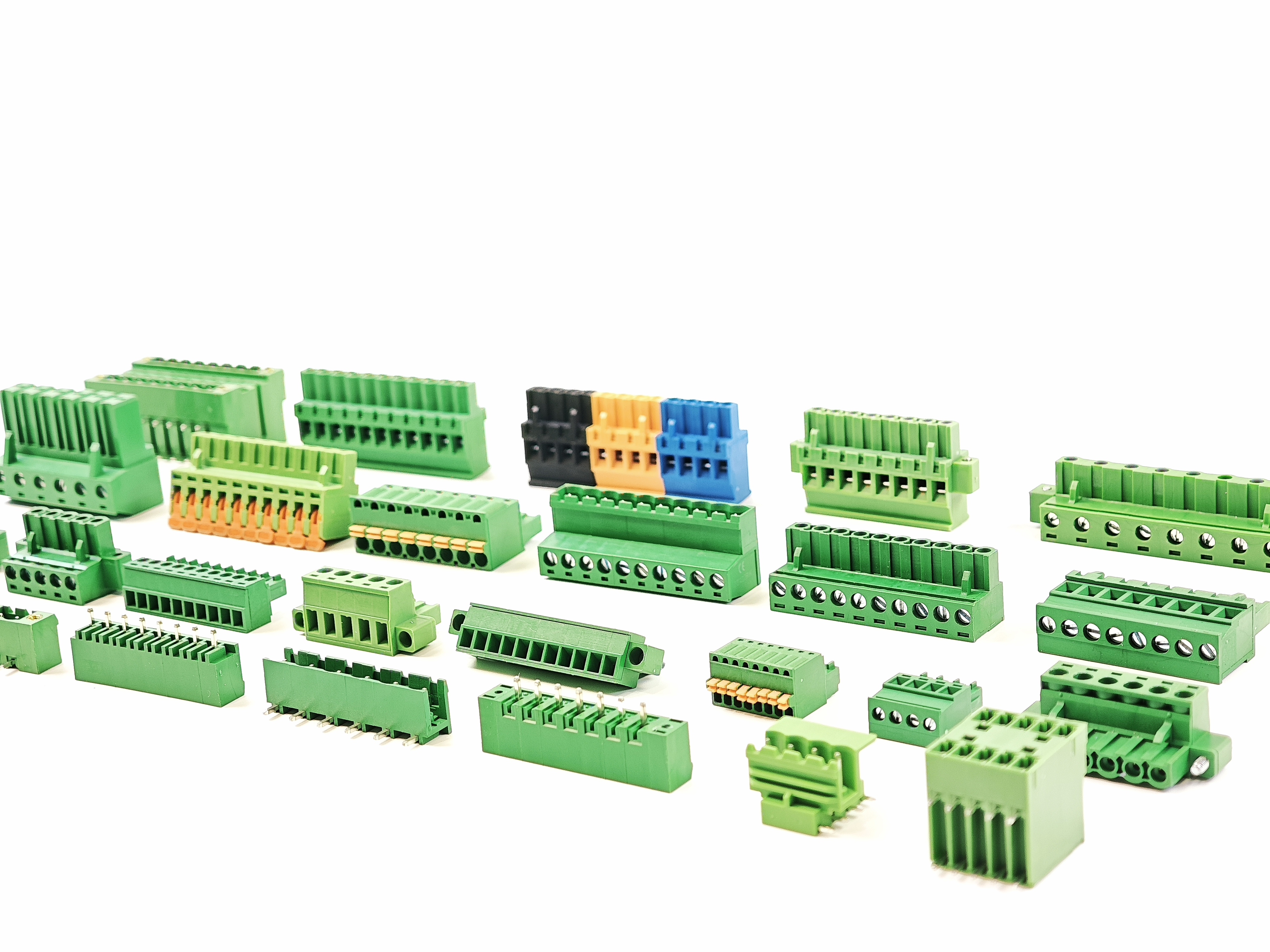
Visual Clarity:Clear labeling and potential color-coding (e.g., blue for signals, red for AC power) prevent critical wiring errors during installation and maintenance.
Choosing industrial-grade terminal blocks certified for harsh environments is an investment in system uptime and safety.